![]()
Thuy Thanh Nguyen, winter semester 2017/18
The magnetic particle testing (MT) is an examination method to detect surface breaking flaws in ferromagnetic samples which contain materials such as iron, cobalt or nickel. The sample is magnetised and uses the effect of a magnetic field, which field lines run within the workpiece and parallel to the surface. The material generates a magnetic flux on the area of the discontinuity on the surface. To identify the defect area, fine ferromagnetic particles are applied to the surface which will be attracted to the flux leakage.
Fundamentals
Physical principles
The magnetic field of a diamagnetic, a paramagnetic or a ferromagnetic material interact differently, while ferromagnetic materials have a strong attraction, paramagnetic materials have a slight attracting effect and diamagnetic materials even tend to be lightly repelled.
The magnetic field strength H of a current-carrying coil can be described with the electrical current I that is flowing through the coil, n is the number of turned wires, L the length and D the diameter of the coil. [1]
\quad \quad \quad H=\frac{I \cdot n}{\sqrt{L^2 + D^2}} \left[ \frac{A}{m} \right]
\text{for } L >> D: H=\frac{I \cdot n}{L} \left[ \frac{A}{m} \right]
\text{for } L << D: H=\frac{I \cdot n}{D} \left[ \frac{A}{m} \right]
If a magnetic field interacts with material, a magnetic flux \varphi is generated in the material itself. The magnetic flux density B can be described with the magnetic field strength H and the permeability \mu, which is the product of the relative permeability \mu_0 and the induction constant or also the permeability depending on the material \mu_r. [1]
B=\mu H = \mu_0 \mu_r H \quad [T]
The permeability \mu_r for diamagnetic materials is slightly under 1, in consequence the magnetic flux density B will decrease, while the permeability \mu_r for paramagnetic materials is slightly above 1 so the magnetic flux density B will increase. The magnetic flux density B will strongly rise for ferromagnetic materials which permeability \mu_r is much higher than 1. The relation between the inducting magnetic flux density B and the changing magnetic field strength H is described by the hysteresis loop, shown in figure 1.
|
|---|
| figure 1: hysteresis loop of a ferromagnetic material [2] |

In an ideal demagnetisation process of a magnet, the magnetic flux density B will follow an initial magnetisation curve. If the magnetic field strength H increases, the curve will rapidly rise until it reaches its positive magnetic saturation. But if the magnetic field strength falls to zero (H=0), in the material will remain a remanent magnetisation (B_r). This remanent magnetisation needs to be eliminated with the so called coercivity H_C. In contrast the magnetic field strength H increases in the negative direction, it will reach the negative magnetic saturation. Afterwards the magnetic field strength H rises to zero again, the magnetic flux density B will increase to the same negative value of the magnetic remanence. In addition, the permeability as the tangent of the inflexion point in the hysteresis loop can be read from the diagram. The outcome of this is a material with a wider hysteresis loop has a smaller permeability, a bigger remanence and a higher coercivity as a material with a narrower hysteresis loop.
The magnetisation of a material can depend on temperature changes, especially MT leads to strong temperature rise during the flowing electrical current. A special attention should be paid to the Curie temperature or Curie point which changes the ferromagnetic characteristics. Besides the magnetisation also depends on the geometric shape of the sample.
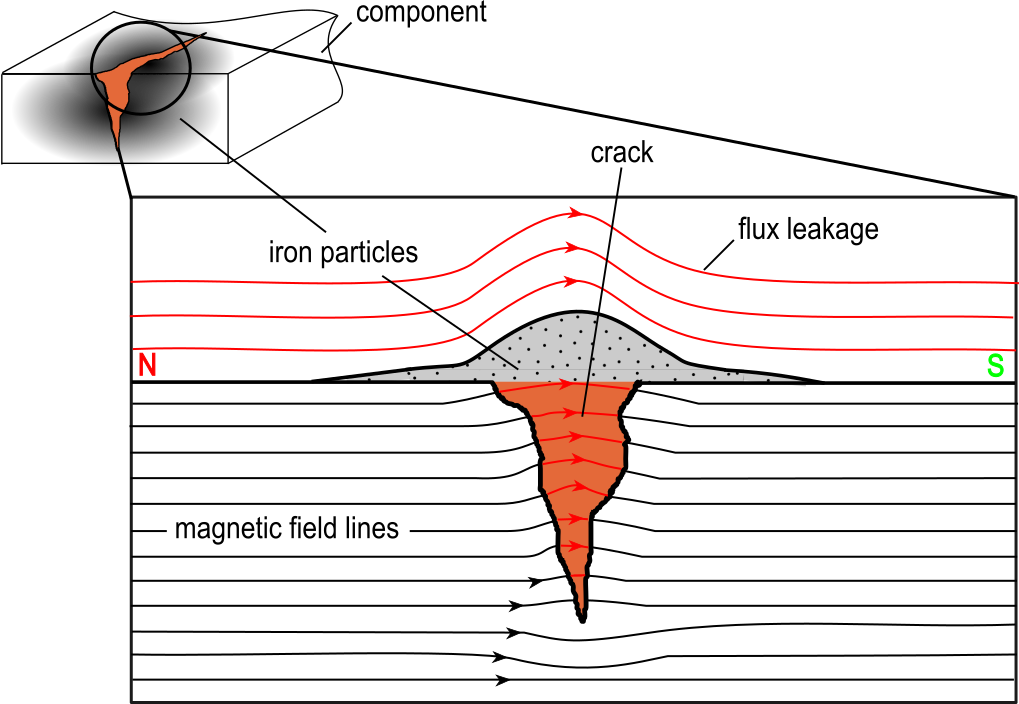
MT uses the effect of the magnetic reluctance, it is much higher in air than in for example in iron. The field lines in a ferromagnetic material want to avoid the crack because of its higher reluctance. These field lines in the flawed material allow the magnetic flux to leak, also called magnetic flux leakage, shown in figure 2. The width of the flux leakage depends on the crack’s depth, the magnetisation itself and the alignment of the magnetic field, which only will be detected, if they are perpendicular to the defect.
MT can detect defects within a penetration depth less than 0,01 mm. [4]
|
|---|
| figure 2: flux leakage of a ferromagnetic sample with a crack opening [3] |
Magnetic particle powder types
The particles are commonly milled from iron or iron oxide pieces and are categorised in dry mixes or wet solutions, which are commonly applied with aerosol cans or pipes. In examinations in a wet system the testing medium overall consists of a carrier medium and the magnetic particles. Wet systems have higher sensitivity than dried applications. The function of a carrier is the transportation of the magnetic particles to the flux leakage as well as off the workpiece. The carrier is generally made out of an oil- or a water-based solution. The particles have a high magnetic permeability which is important for the attraction to the defects on the surface. The choice of the magnetic particles depends on its own characteristics. They are coloured, mostly fluorescent coloured, for a higher difference in contrast. The size of the particle has a very important impact to the sensitivity of its display. The smaller the defect, the finer the grain size should be. But a fine grain size is often not possible because of the porosity on the material’s surface. Usual grain sizes of iron oxide start at 0,5 µm, while iron particles start at 0,4 µm. Magnetic particles in carrier liquids usually have grain sizes about 0,1 to 60 µm, while dry particles can reach sizes to 300 µm. [5]
Advantages and Disadvantages
MT is a simple, fast and low-cost examination method, due to its common and wide-spread application. The sample is flexibly portable which makes the examination like for outdoor applications more effective. The biggest advantage of MT is the lower dependency to the diligence of the operator and its higher sensitivity. The preparation and evaluation is not as critical compared to PT. Even defects without a crack opening which are just below the surface and not too far away are detectable. The only condition for cracks below the surface that needs to be fulfilled, are the nearly perpendicular alignment to the magnetic field, otherwise no flux leakage can be created. Though with these advantages there are also disadvantages and limits of MT. Non-ferromagnetic samples cannot be investigated which make this to its biggest disadvantage. Flaws and cracks on contact points or fixing places cannot be detected. Besides the field alignment also has an important influence on its detection. MT only can clearly verify cracks with a crack opening but its depth is not determinable. Not every displayed crack through the magnetic particles are really flaws, measuring inaccuracies for example caused by non-metallic inclusions or particle accumulation in cross-sectional variations can lead to a false indication. Sometimes a demagnetisation process is required afterwards. MT is also automatable to a limited because the analysis and evaluation still must be done by an operator, that is reason for there currently being semi-automatic machines.
Magnetisation techniques
MT uses the effect of the magnetic flux leakage, where the sample needs to be magnetised first. There are several different opportunities of magnetisation, the following techniques are some of them.
Current flow technique
The current flow technique has different examination setups. In general, an electrical current flows through the investigating component and generates a magnetic field that is perpendicular to its electrical current flow. In an axial current flow setup cracks in longitudinal direction can be detected very well, shown in figure 3a). In the current induction technique, a circulating current is induced in a ring-shaped workpiece. This method is comparable to the transformer principle that induces an electrical current without contact, shown in figure 3b). Especially flaws in circumferential direction can be ideally detected but no flaws in axial or radial direction.
Field flow technique
The principle of the field flow technique is the penetration of a magnetic field into the sample. The magnetic field is generated external through a conductor which is often intensified by an iron yoke. The sample is clamped between the contact points of an iron yoke, shown in figure 4. Especially transverse cracks are well detectable. An important detail for all magnetisation processes is that crack indication on the contact points is not possible.
Combined technique
The orientation of flaws is usually not known. The combination of current flow and field flow technique makes a detection of discontinuities in all direction and in one examination cycle possible. Especially for higher number of pieces the combination is applied to automatable processes, shown in figure 5.
|
|
|
|---|---|---|
| figure 3: setup of the current flow technique [3] [6] a) axial current flow technique b) current induction technique | figure 4: field flow technique [3] | figure 5: setup of the combination of current flow and the field flow technique [6] |



Demagnetisation
After a successful examination the sample usually needs to be demagnetised. In the component there usually remains a disturbing remanent magnetism which can have affects on followed processing processes for example milling or welding. Abrasive particles, for example swarf that come from a following cutting process, cling to the surface due to the remanent magnetism. This leads to friction and damages to the surface quality, but also leads to wear of tooling equipment, especially on bearing zones. The remanent magnetism also interferes with other electronic equipment that are not screened enough. In a welding process the remanent magnetism can create an “arc blow”, which leads to a rejection of the filler metal from the weld.
There are several methods to demagnetise the component. The first method is to heat the component above the Curie temperature at about 768°C, the Curie temperature depends on the steel type. [7] But it is rarely applied because of the material characteristic change, comparable to a heating treatment. Another demagnetisation method is the anti-pole demagnetisation where the workpiece is placed in a magnetic field with a negative field strength. In this case, the polarity of the magnetisation current is reserved which leads to a reduction of the field strength. The last introduced method to demagnetise the sample is to slowly decrease the amplitude with alternating magnetic field which dipoles will get to a random orientation in the material. Compared to all methods this is most reliable and is commonly used. The monitoring of both the magnetisation and demagnetisation can be done for example with a contact amperemeter.
MT in applied practice
MT is standardised either in processed-based or in object-based methods but they all are based on DIN EN ISO 9934 which describes for example the scope of the application, the documentation but also the implementation of MT. It runs in several steps: [8]
- Insertion and mechanical fixing of the sample into the machine
- Application of the magnetic particles onto the surface being investigated
- Generation of the magnetisation process and fixing the crack display
- Simultaneously application of the penetrant and continuing the magnetisation
- Termination of the penetrant addition
- Post-magnetisation during dripping phase
- Switch off of the magnetisation process
- If necessary demagnetisation
- Post-cleaning and documentation
Stationary testing equipment machines are commonly used in mass-production, if a higher number of pieces needs to be examined. The used penetrant contains colloidal iron particles, a fluorescent dye and maybe if necessary additional additives. First the part is placed onto a tail stock, the penetrant is applied afterwards. Simultaneously during the application two different field alignments are generated, compared to the combined process. The result is analysed and evaluated under UV light by an operator. A complete inspection process takes less than a minute.
Mobile devices are used, if the acquisition costs for testing equipment are too high or for outdoor applications. These hand-held devices have a magnetic yoke that is guided manually, it generates a magnet field between the two contact points. To get an optimal result the circular magnetisation technique is applied. The advantages of the manually guided magnets are the light weight, the small dimensions, the simple handling, high magnetisation performance.
Comparison between PT and MT
| characteristic | PT | MT |
|---|---|---|
| investigation of | pin holes, cracks, lack of fusions,overlaps and wrinkles near to the surface | pin holes, cracks, lack of fusions, overlaps and wrinkles near to the surface, covered cracks just below the surface |
| effect | capillary action | magnetic field |
| material | nearly any material that is not too coarse or porous | only ferromagnetic samples |
| penetrant/testing medium | fluorescent penetrants (type I), coloured penetrants (type II), fluorescent coloured penetrants (type III) | carrier liquid and magnetic particles milled from iron or iron oxide |
| application with | brushes, aerosol cans or pipes, penetration baths | aerosol cans or pipes |
| test equipment | mobile, stationary testing chamber, semi-automatic machines | mobile hand-held device, stationary machines, semi-automatic machines |
| penetration depth | > 0,01 mm [4] | < 0,01 mm [4] |
If the sample is clearly magnetisable, MT is preferred because of its faster method and delivers more detailed information about the discontinuities.
Literature
- Bond, L. J.: Demagnetization. [4] (visited 26.02.2018)
- Deutsch V., Vogt, M., Platte, M. Schuster, V.: ZfP Kompakt und Verständlich – Band 3: Die Magnetpulver-Rissprüfung, Castell Verlag Wuppertal, (1999)
- Deutsch, V.; Mogner, W.; Vogt, M.: Magnetpulver-Rissprüfung, Grundlagen und Praxis. Castell Verlag, Wuppertal, (2012)
- Deutsch, K. (2018). Magnetic Particle Crack Detection. [5] (visited 26.02.2018)
- DIN EN ISO 9934-1: Zerstörungsfreie Prüfung – Magnetpulverprüfung – Teil 1: Allgemeine Grundlagen, Deutsches Institut für Normung, Beuth, (2002).
- DIN EN ISO 9934-2: Zerstörungsfreie Prüfung – Magnetpulverprüfung – Teil 2: Prüfmittel, Deutsches Institut für Normung, (2003).
- DIN EN ISO 3059: Zerstörungsfreie Prüfung – Eindringprüfung und Magnetpulverprüfung – Betrachtungsbedingungen. Beuth (2013), S.1-12
- Erhardt, A: Verfahren der Zerstörungsfreien Materialprüfung – Grundlagen. 2014; Hrsg. DGZfP; DVS Media GmbH
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Magnetpulverprüfung, Springer Vieweg (2015)
- Schuster, V.; Bartholomai, F. Müller, P.; Deutsch, W. A. K.: „Automatische Überwachung der Anzeigefähigkeit des Magnetpulver-Prüfmittels mit FLUXA-Control“, DGZfP Jahrestagung, Fürth (2007)
Reference
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Magnetpulverprüfung, Springer Vieweg (2015), S. 10-13
- Bond, L. J.: The Hysteresis Loop and Magnetic Properties. [1] (visited 26.02.2018)
- Deutsch, K. (2018). Magnetic Particle Crack Detection. [2] (visited 26.02.2018)
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Eindringprüfung. 1. Auflage, Springer Vieweg (2014), S. 144
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Magnetpulverprüfung, Springer Vieweg (2015), S. 81
- Deutsch, K. (2018). Magnetic Particle Crack Detection. [3] (visited 26.02.2018)
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Magnetpulverprüfung, Springer Vieweg (2015), S. 76
- Schiebold, K.: Zerstörungsfreie Werkstoffprüfung – Magnetpulverprüfung, Springer Vieweg (2015), S. 201
Überblick
Inhalte
Apps
Aufgabenbericht

![]() Der Inhalt ist verfügbar unter der Lizenz a Creative Commons Namensnennung-Nicht kommerziell 4.0 International Lizenz
Der Inhalt ist verfügbar unter der Lizenz a Creative Commons Namensnennung-Nicht kommerziell 4.0 International Lizenz![]() .
.